Precision Shaft Process Improvement for Critical Rotating Parts
Support: Machine + process review + training + ramp-up
Problem
Customer needed stronger roundness, concentricity and surface finish consistency. Parts could be produced, but batch stability was still short of reliable volume release.
Target
Stable roundness, improved concentricity, repeatable surface finish and production outputs that hold shift-to-shift.
Actions
- Reviewed drawing, tolerance chain and machining risks before recommending hardware
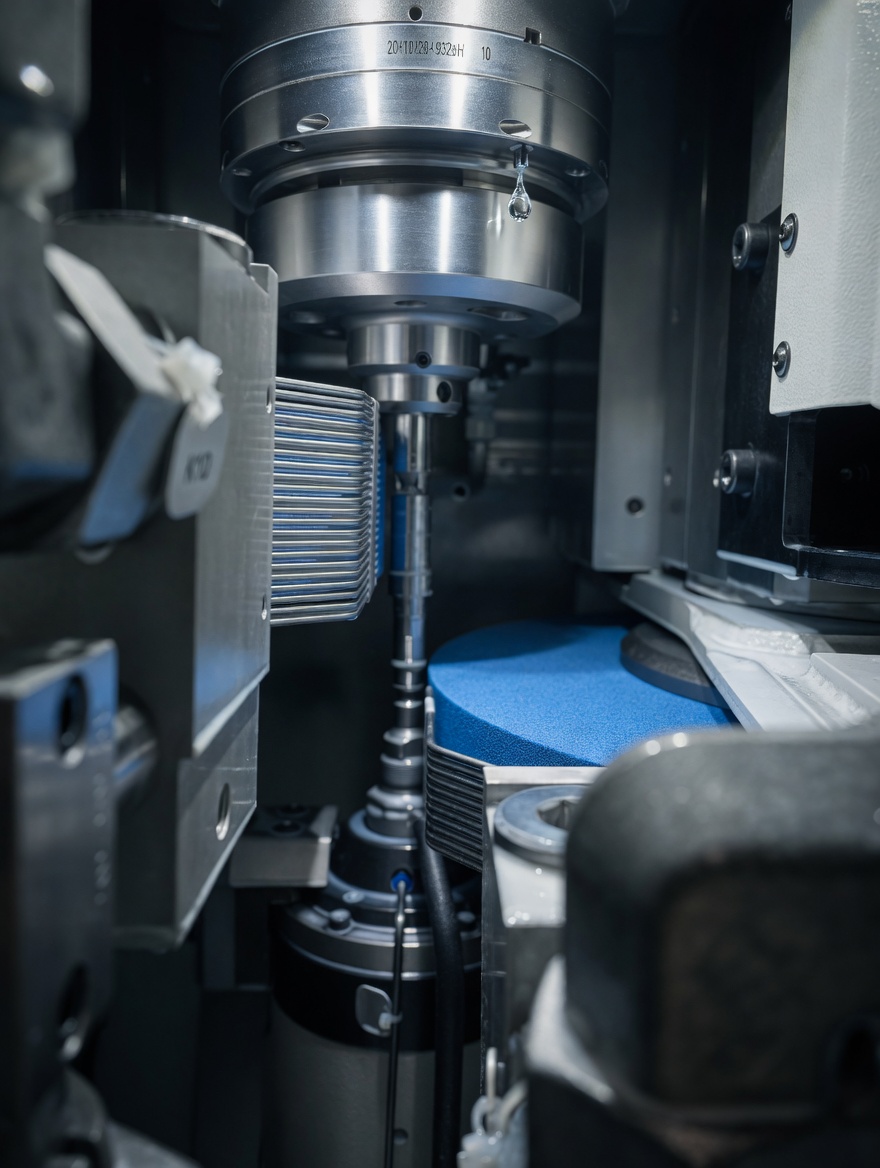
- Proposed an improved turning + OD grinding process route
- Optimized sequence and stock strategy for fit surfaces and journal grades
- Delivered machine recommendation, process review and ramp-up support
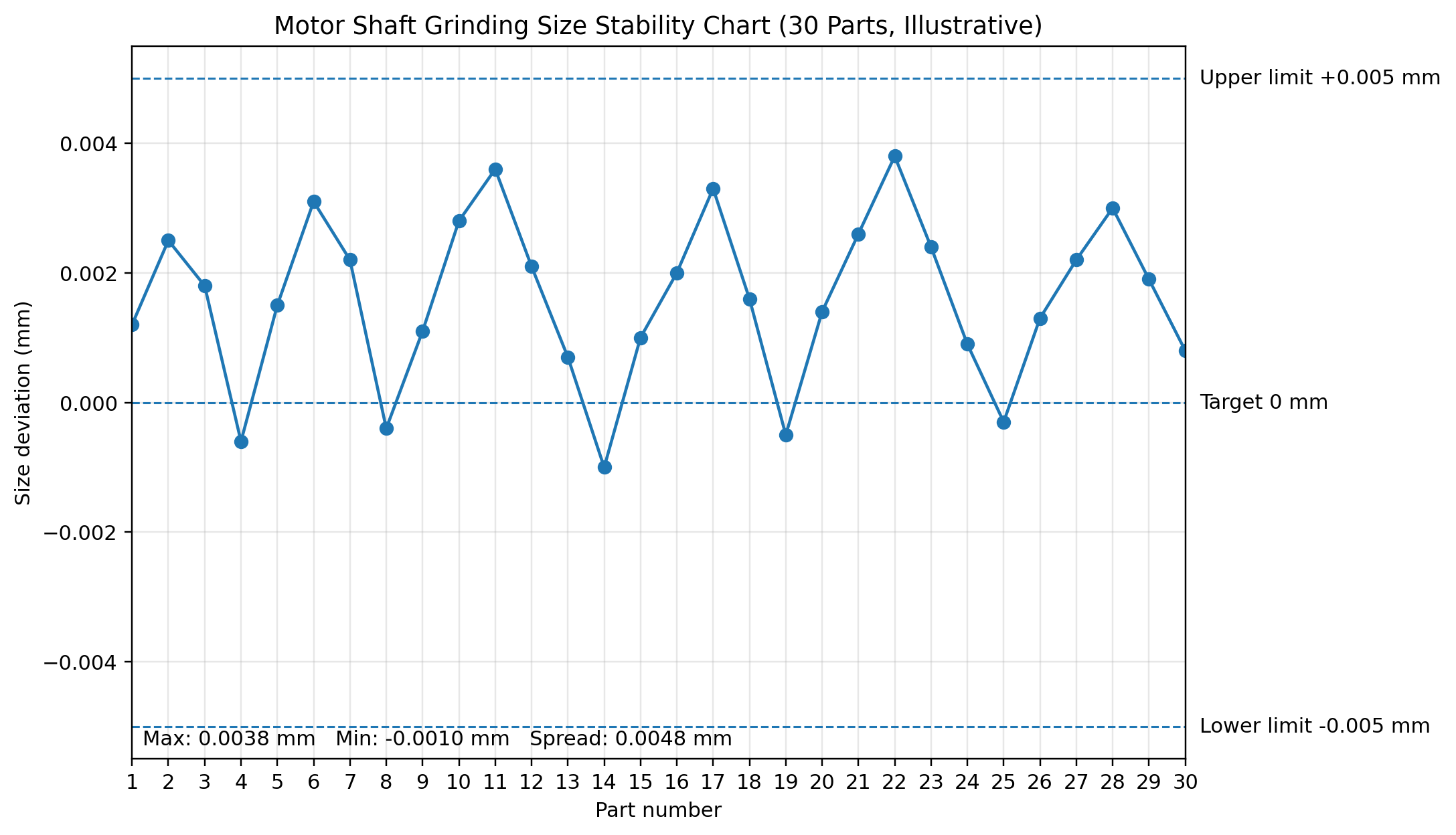
Result
Better dimensional discipline, more consistent finish bands and more repeatable batch behavior on the features that drive assembly risk.
Drawing Review
 Open
Open
Drawing-first review of datums, tolerance chain and critical fit features.
Improved roundness stability
More consistent surface finish
Repeatable batch output
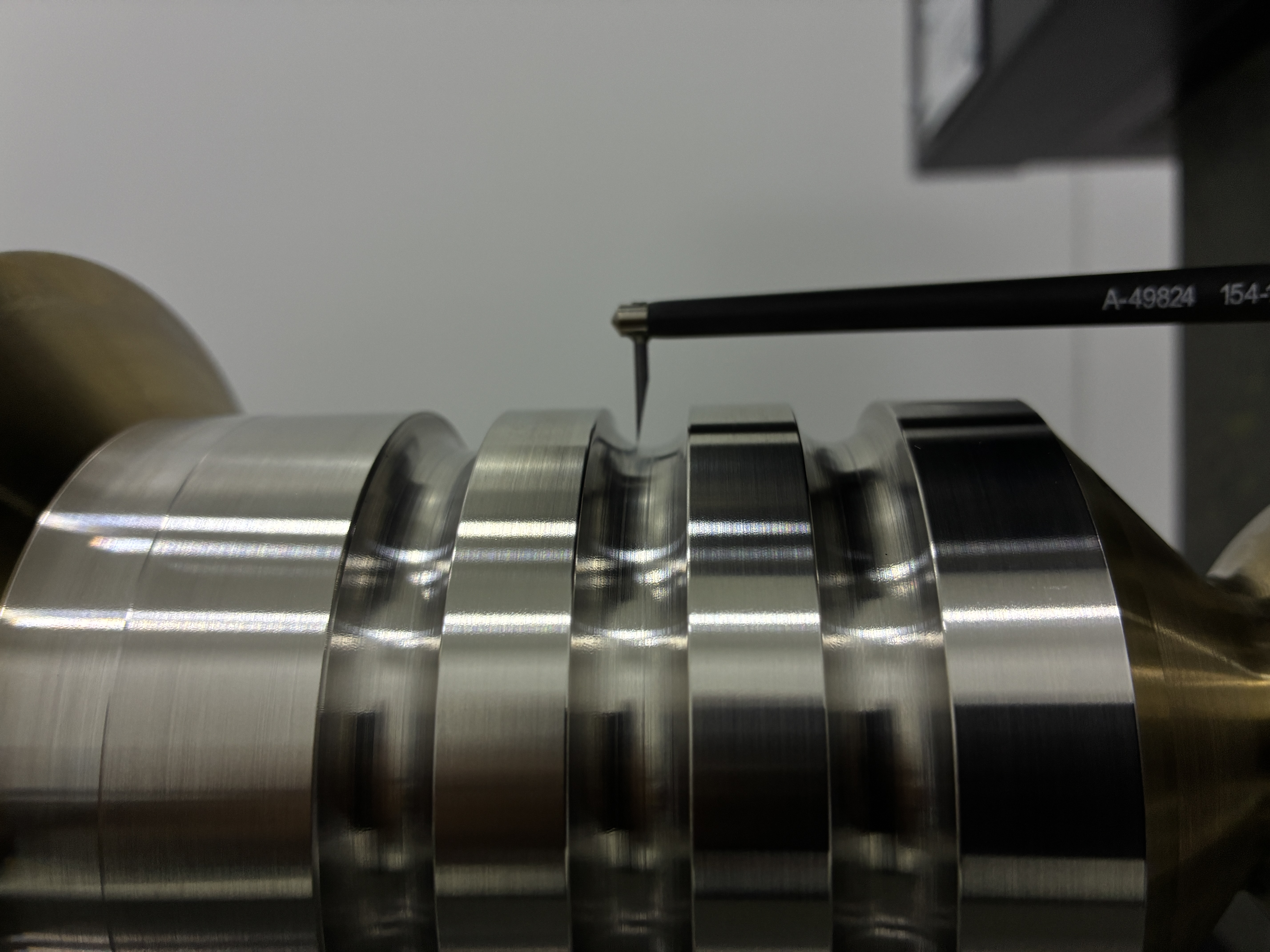
OD Grinding
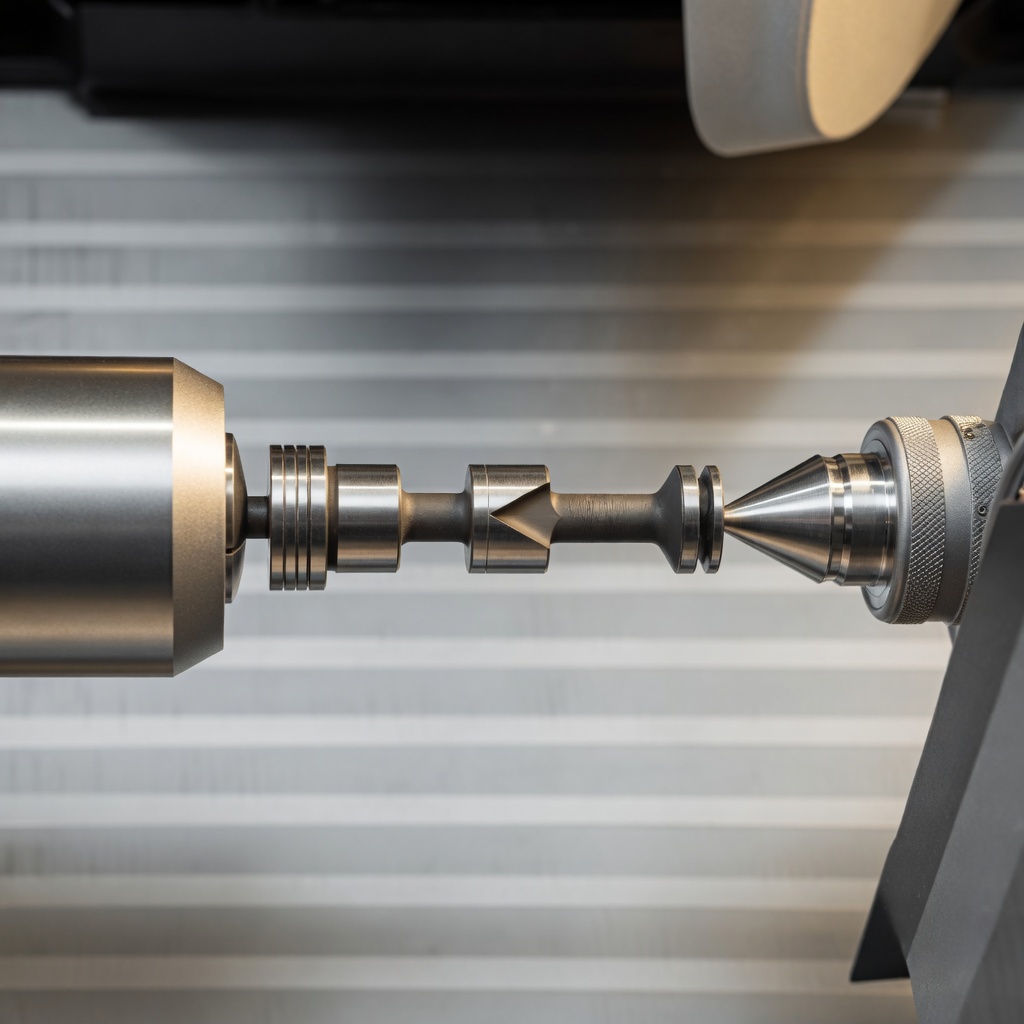
Shaft
Roundness
Concentricity
Automotive EV